


- 手机:13303073151
- 电话:0317-5129151
- 传真:0317-5122256
- QQ:917087008
- 邮箱:917087008@qq.com
- 地址:河北.沧州.盐山工业区




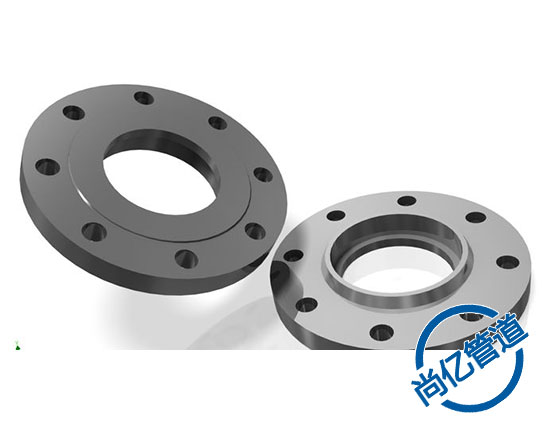
锻造承插焊法兰介绍
承插焊法兰也被称为带颈承插焊法兰,代号为SW。
承插焊法兰类似于带颈平焊法兰,都带有一段短颈。插入孔底部多出一个突环,钢管插入后顶到突环上,不会使钢管漏出法兰面一端。焊接时可以减少对法兰面的影响,一般适用于小口径钢管(DN150以下口径)。
法兰根据压力不同、口径不同、用途不同、使用环境不同等条件,又区分出了很多不同类型及规格。要想确定一种法兰需要多个参数,如:规格(口径)、压力、材质、法兰类型、密封面型式等等,这些为主要参数,其他的还包括,制造工艺、法兰标准等等。
锻造承插焊法兰执行标准
国标 GB/T9117-2010 带颈承插焊钢制管法兰
石化 SH/T3406-2013 石油化工钢制管法兰
化工 HG/T20592-2009 《钢制管法兰》
化工 HG/T20615-2009 《钢制管法兰》
美标 ASME B16.5-2017 管法兰及法兰式管接件
锻造承插焊法兰规格型号
HG/T20592-2009
PN10(1.0MPa) DN10——DN50 密封面:RF、FM/M、T/G
PN16(1.6MPa) DN10——DN50 密封面:RF、FM/M、T/G
PN25(2.5MPa) DN10——DN50 密封面:RF、FM/M、T/G
PN40(4.0MPa) DN10——DN50 密封面:RF、FM/M、T/G
PN63(6.3MPa) DN10——DN50 密封面:RF、FM/M、T/G
PN100(10.0MPa) DN10——DN50 密封面:RF、FM/M、T/G
适用钢管外径系列:A系和B系
HG/T20615-2009
Class150(PN20) DN15——DN80 密封面:RF、RJ
Class300(PN50) DN15——DN80 密封面:RF、FM/M、T/G、RJ
Class600(PN110) DN15——DN80 密封面:RF、FM/M、T/G、RJ
Class900(PN150) DN15——DN80 密封面:RF、FM/M、T/G、RJ
Class1500(PN260) DN15——DN65 密封面:RF、FM/M、T/G、RJ
仅适用钢管外径A系列
GB/T9117-2013带颈承插焊法兰(SW)(PN)
PN16(1.6MPa) DN10——DN50 密封面:RF、FF、MF、TG、OSG
PN25(2.5MPa) DN10——DN50 密封面:RF、FF、MF、TG、OSG
PN40(4.0MPa) DN10——DN50 密封面:RF、MF、TG、OSG
PN63(6.3MPa) DN10——DN50 密封面:RF、MF、TG、RJ
PN100(10.0MPa) DN10——DN50 密封面:RF、MF、TG、RJ
适用钢管外径系列:A系和B系
GB/T9117-2013带颈承插焊法兰(SW)(Class)
Class150(PN20) DN15——DN80 密封面:RF、FF、RJ
Class300(PN50) DN15——DN80 密封面:RF、MF、TG、RJ
Class600(PN110) DN15——DN80 密封面:RF、MF、TG、RJ
Class900(PN150) DN15——DN65 密封面:RF、MF、TG、RJ
Class1500(PN260) DN15——DN65 密封面:RF、MF、TG、RJ
仅适用钢管外径A系列
锻造承插焊法兰常用法兰面介绍
密封面 型式 | 突面 | 凹面 | 凸面 | 榫面 | 槽面 | 全平面 | 环连接面 |
代号 | RF | FM | M | T | G | FF | RJ |
锻造承插焊法兰生产流程
法兰锻制流程介绍
①原料复检: 原材料进行化学成分分析及力学性能试验和无损检测。
②切割下料: 根据法兰类型及规格将原料切割成不同大小尺寸的锻块。
③锻打成型: 将原料锻块加热后进行锻打成型。
④热处理: 将锻打成型的法兰坯进行热处理已消除应力。
⑤机加工: 通过数控机床的设备将法兰坯加工成标准尺寸法兰。
⑥成品检验: 对成品法兰的尺寸、外观进行检验;通过无损检测设备对法兰内部及外部进行检测。
⑦表面处理: 对法兰表面进行清洁处理,及防锈处理。
⑧涂漆标识: 对法兰进行钢印或电腐蚀标识处理,包括:类型、压力、规格、材质、标准、等。
⑨资料确认:对法兰相关的原料检验和法兰的检验等相关资料整理成册,制作完整的法兰合格质量证明文件报告。
⑩包装发运: 根据不同种类及数量的法兰进行不同的包装。并通过货运方式送达到指定地点。
锻造承插焊法兰检验要求
1、外观检验
a)锻造表面应光滑,不得有锻造伤痕、裂痕等缺陷;
b)锻造表面的氧化皮等应清楚干净,不允许有影响使用性能的缺陷;
c)机加工表面不得有毛刺、有害的划痕和其他降低法兰强度和连接可靠性的缺陷;
d)环连接面法兰的密封面应逐个检查,槽的两个侧面不得有机械加工而引起的裂纹、划痕和撞伤等表面缺陷。
2、法兰材料应符合有关标准的规定,并具有相应的质量证明文件;
3、法兰加工完毕后,应在其密封面上涂防锈油,并防止划伤和撞伤。
尚亿公司专业生产法兰厂家,销售法兰价格更优惠低价。
专属客服13303073151
尚亿原创,禁止转载,,本文链接地址:http://www.duanzaofalan.com/buxiu/chengcha
推荐产品
MORE+ 法兰行业新闻
- 400 系列不锈钢法兰材料介绍
07月11日 - 奥氏体法兰加热温度影响力学性能
07月04日 - 不锈钢法兰的电解抛光方法
07月03日 - 不锈钢法兰应重视外观的设计
06月26日 - 不锈钢法兰的安装介绍
06月20日
MORE+ 法兰技术资料
- 不锈钢法兰参数介绍
09月05日 - 不锈钢法兰在城市工程的应用
09月03日 - 不锈钢法兰的原材料
08月30日 - 不锈钢法兰除锈的七大工艺步骤
08月28日 - 铸造304不锈钢法兰和锻造304不锈钢
08月25日
MORE+ 法兰技术解答
- 怎样快速清洗掉不锈钢法兰上残留
06月16日 - 不锈钢法兰的使用注意事项
06月13日 - 不锈钢材料的详细介绍
06月12日
